





Piezas moldeadas por inyección PS
Plásticos PS, PS (plásticos de poliestireno) se refiere a una clase de plásticos que incluyen grupos de estireno en la cadena macromolecular, incluido el estireno y sus copolímeros. Las variedades específicas incluyen poliestireno ordinario (GPPS), poliestireno etileno de alto impacto (HIPS), poliestireno expandible (EPS) y poliestireno metaloceno (SPS), etc.
Plásticos PS, PS (plásticos de poliestireno) se refiere a una clase de plásticos que incluyen grupos de estireno en la cadena macromolecular, incluido el estireno y sus copolímeros. Las variedades específicas incluyen poliestireno ordinario (GPPS), poliestireno etileno de alto impacto (HIPS), poliestireno expandible (EPS) y poliestireno metaloceno (SPS), etc.
Los principales productos de Zhongwei Precision Machinery Co., Ltd. son productos de nailon, productos de plástico, series de ABS, productos de caucho, etc. Tipos de materiales de moldeo por inyección que se pueden procesar: polietileno (PE), polipropileno (PP), nailon (PA , PA6, PA66), polioximetileno (POM), ABS, poliuretano (TPU), sulfuro de polifenileno (PPS), carbonato de poliestireno (PC), polieteretercetona (PEEK), etc.
Diseño del productocripcion
1. Estándares de implementación: la empresa implementa estrictamente las certificaciones ISO9001, ISO14001, IATF16949, VDA6.3, y los productos han pasado la certificación ROHS, FDA EU, etc.
2. Estándares de materiales del producto: ISO, GB, ASTM, SAE, EN, DIN, BS, AMS, JIS, ASME, DMS, TOCT, GB
3. Procesos principales: moldeo por inyección de plástico, moldeo por inyección de insertos metálicos, fundición a la cera perdida, fundición a presión de aluminio,
4. Materiales disponibles para moldeo por inyección:
Procesables productos de nailon, productos de plástico, serie ABS; tipos de materiales de moldeo por inyección: polietileno (PE), polipropileno (PP), nailon (PA, PA6, PA66), polioximetileno (POM), ABS, poliuretano (TPU), polisulfuro de fenilo (PPS), policarbonato (PC), poliéter éter cetona (PEEK) y la impresión 3D se pueden personalizar según los requisitos del cliente.
Proceso de producción
• Naturaleza
El poliestireno de uso general es una resina termoplástica que es un sólido granular o perlado transparente y brillante. La densidad es 1.04-1.09, la transparencia es 88 por ciento -92 por ciento y el índice de refracción es 1.59-1.60. Bajo la acción del estrés se produce la birrefringencia, que es el llamado efecto óptico de estrés. La temperatura de fusión del producto es de 150-180 grados, la temperatura de descomposición térmica es de 300 grados, la temperatura de deformación térmica es de 70-100 grados y la temperatura de uso a largo plazo es de 60-80 grados. A 5-6 grados por debajo de la temperatura de distorsión por calor, después del recocido, se puede eliminar la tensión y se puede aumentar la temperatura de distorsión por calor. Si se agrega un poco de -metilestireno en el proceso de producción, se puede mejorar el nivel de resistencia al calor del poliestireno de uso general.
Las piezas moldeadas por inyección de PS son solubles en hidrocarburos aromáticos, hidrocarburos clorados, cetonas alifáticas y ésteres, etc., pero solo se hinchan en acetona. Resistente a algunos aceites minerales, ácidos orgánicos, álcalis, sales, alcoholes inferiores y sus soluciones acuosas. Tiene baja absorción de agua y aún puede mantener sus propiedades mecánicas y estabilidad dimensional en un ambiente húmedo. Las propiedades ópticas solo son superadas por las resinas acrílicas. Tiene excelentes propiedades eléctricas, alta resistividad volumétrica y resistividad superficial, y no se ve afectado por los cambios de temperatura y humedad, ni por la descarga de corona. La resistencia a la radiación también es muy buena. Su principal desventaja es que es quebradizo y fácil de romper, tiene baja resistencia al impacto, poca resistencia al calor, no puede soportar el agua hirviendo y solo se puede usar a temperaturas más bajas y cargas más bajas. Mala resistencia a la luz solar, inflamable. Al arder, emite humo negro y tiene un olor especial.
• Método de fabricación
El poliestireno de uso general se obtiene por polimerización por radicales o polimerización iónica con estireno como monómero. Los métodos de producción incluyen polimerización en masa, polimerización en solución, polimerización en suspensión y polimerización en emulsión. La polimerización en suspensión y la polimerización en masa se utilizan principalmente en la producción industrial actual.
1. El monómero de estireno se introduce en la caldera de prepolimerización mediante el método de polimerización en masa, luego se agrega una pequeña cantidad de aditivos e iniciadores, y la prepolimerización se lleva a cabo calentando y agitando a 95-115 grados. Una vez que la tasa de conversión alcanza el 20 por ciento -35 por ciento, se alimenta a La polimerización continua se lleva a cabo en un reactor de torre con un agitador. La temperatura de polimerización se aumentó gradualmente hasta aproximadamente 170 grados para lograr una conversión completa. Una pequeña cantidad de estireno sin reaccionar se libera desde la parte superior de la torre y se puede reciclar. El polímero se descarga continuamente desde el fondo de la torre y el producto terminado se obtiene por extrusión y granulación, que se empaqueta y se envía. Su proceso es el siguiente.
2. El método de polimerización en suspensión utiliza estireno como monómero y agua como medio, y utiliza gelatina o almidón, alcohol polivinílico, hidroxietilcelulosa y otras gomas protectoras o sales inorgánicas insolubles como carbonato de magnesio, silicato de magnesio, fosfato de calcio, etc. como el método de dispersión. La sal de sodio del copolímero de anhídrido maleico-estireno se usó como agente codispersante, y el peróxido de benzoílo se usó como iniciador, y la polimerización se inició a aproximadamente 85 grados. También es posible llevar a cabo la polimerización a alta temperatura a una temperatura alta por encima de 100 grados en un autoclave sin iniciador. El polímero se lava, se separa y se seca para obtener una resina en perlas incolora y transparente.
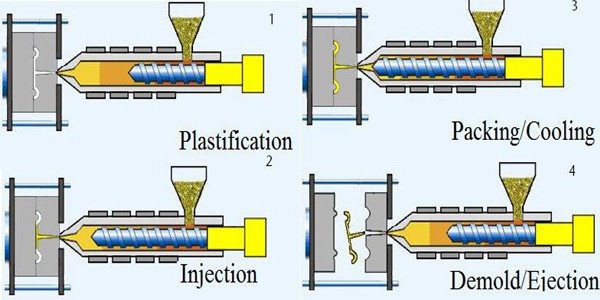
• Formación
El poliestireno tiene buena fluidez, buen rendimiento de procesamiento, fácil coloración y buena estabilidad dimensional. Se puede procesar en varias partes mediante moldeo por inyección, moldeo por extrusión, moldeo por soplado, formación de espuma, termoformado, unión, revestimiento, soldadura, mecanizado, impresión, etc. Es especialmente adecuado para el moldeo por inyección.
En el moldeo por inyección, los materiales generalmente se pueden usar directamente sin secado. Sin embargo, para mejorar la calidad del producto, se puede secar previamente en un horno alto a 55 a 70 grados durante 1 a 2 horas. Las condiciones de procesamiento específicas son aproximadamente las siguientes: la temperatura del cilindro es de aproximadamente 200 grados, la temperatura del molde es de 60-80 grados, la temperatura de inyección es de 170-220 grados, 60-150MPa y la relación de compresión es 1.6-4.0. Para eliminar la tensión interna, el producto moldeado se puede tratar a una temperatura constante de 70 grados durante 2 a 4 horas en una lámpara infrarroja o en un horno a presión.
En el moldeo por extrusión, la relación L/D del tornillo que generalmente se usa es 17-24, enfriado por aire, y la temperatura de extrusión es de 150-200 grados.
Durante el moldeo por soplado, los primos obtenidos por moldeo por inyección y moldeo por extrusión se pueden usar para moldear por soplado para obtener los productos deseados. La presión de soplado es generalmente {{0}}.1 a 0.3 MPa.
CorreoProceso de moldeo por inyección
1. Equipos de procesamiento: CNC, WEDM, torno, fresadora, perforadora, amoladora, etc.;
2. Tratamiento de superficies: para algunos productos que requieren un procesamiento posterior, podemos proporcionar servicios de tratamiento de superficies para lograr el propósito especial de los clientes. En la actualidad, podemos brindar servicios de desengrase, pulido, galvanoplastia (oro, plata, níquel, estaño, galvanizado, etc.), anodizado, electroforesis y otros servicios de tratamiento superficial para piezas de precisión.
Moldes y accesorios de inspección
1. Vida útil del molde: generalmente semipermanente. (excepto espuma perdida)
2. Plazo de entrega del molde: 10-25 días, (según la estructura del producto y el tamaño del producto).
3. Mantenimiento de herramientas y moldes: Zhongwei es responsable de las piezas de precisión.
Control de calidad
1. Control de calidad: la tasa de defectos es inferior al 0.1 por ciento.
2. Las muestras y la ejecución de prueba se inspeccionarán al 100 % durante la producción y antes del envío, la inspección de muestras para la producción en masa de acuerdo con los estándares ISDO o los requisitos del cliente.
3. Equipo de prueba: el equipo de inspección visual automatizado puede realizar una inspección del 100 por ciento de los productos, analizador de espectro, analizador de elefante dorado, máquina de medición de tres coordenadas, equipo de prueba de dureza, máquina de prueba de tracción.







Envíeconsulta