






Piezas moldeadas por inyección de metal de aluminio
Qinhuangdao Zhongwei Precision Machinery Co., Ltd. es una colección de moldeo por inyección de metal de aleación de cobre, moldeo por inyección de metal con base de hierro, moldeo por inyección de metal con base de acero inoxidable, moldeo por inyección de metal con aleación de aluminio, moldeo por inyección de metal con aleación de níquel, inyección de metal con aleación de cobalto Moldeo, moldeo por inyección de metal de aleación de tungsteno.
Qinhuangdao Zhongwei Precision Machinery Co., Ltd. es una colección de moldeo por inyección de metal de aleación de cobre, moldeo por inyección de metal con base de hierro, moldeo por inyección de metal con base de acero inoxidable, moldeo por inyección de metal con aleación de aluminio, moldeo por inyección de metal con aleación de níquel, inyección de metal con aleación de cobalto Moldeo, moldeo por inyección de metal de aleación de tungsteno. Una empresa integral de alta tecnología que integra I+D, producción y ventas de moldeo por inyección, moldeo por inyección de metal de carburo cementado y piezas estructurales de pulvimetalurgia. Puede producir piezas de moldeo por inyección de metal de aleación de aluminio 6061 de marca estadounidense, piezas de moldeo por inyección de metal de aleación de aluminio 6063, piezas de moldeo por inyección de metal de aleación de aluminio A6061 de marca japonesa, piezas de moldeo por inyección de metal de aleación de aluminio A6063, marca alemana AlMg1Si0.5 Marca alemana AlMg1Sicu Piezas moldeadas por inyección de aluminio y metal et al.
Diseño del productocripcion
1. Estándares de implementación: la empresa implementa estrictamente las certificaciones ISO9001, ISO14001, IATF16949
Los productos han pasado la certificación de ROHS, FDA EU, etc.
2. Estándares de materiales del producto: ISO, GB, ASTM, SAE, EN, DIN, BS, AMS, JIS, ASME, DMS, TOCT, GB
3. Procesos principales: moldeo por inyección de metal MIM, pulvimetalurgia PM, fundición a la cera perdida, fundición a presión de aluminio,
4. Materiales disponibles para pulvimetalurgia:
Las aleaciones de cobre, las bases de hierro, las aleaciones de titanio, las bases de acero inoxidable, las aleaciones de aluminio, las aleaciones de níquel, las aleaciones de cobalto, las aleaciones de tungsteno, los carburos cementados, las aleaciones de hidroxi, los materiales magnéticos blandos y la impresión 3D se pueden personalizar de acuerdo con los requisitos del cliente.
Proceso de producción
(1) El polvo de aluminio y el aglutinante se agitan uniformemente de acuerdo con la proporción del polvo de aluminio que representa el 70-80 por ciento del peso del material mezclado;
(2) inyección;
(3) desligante;
(4) Sinterización.
La porosidad de las piezas de moldeo por inyección de metal es muy baja, la densidad relativa alcanza más del 96 por ciento y las propiedades mecánicas del material son comparables a las de las piezas fundidas de precisión de la misma composición. La pulvimetalurgia de la presente invención utiliza la mezcla de polvo totalmente metálico y polvo no totalmente metálico como materia prima, y es una nueva tecnología para la fabricación de materiales metálicos, materiales compuestos y varios tipos de productos después de la formación y sinterización, que puede ser ampliamente utilizado en automóviles, tractores, aviones, diversos tipos de productos. En comparación con otros métodos de formación, la pulvimetalurgia ahorra energía, reduce el consumo de materia prima, tiene grandes beneficios económicos y también puede producir algunos materiales y materiales que no se pueden producir con otros métodos. producto.
La invención se refiere a un proceso de moldeo por inyección metalúrgica, en particular a un proceso de moldeo por inyección metalúrgica de polvo de aluminio.
1. Tecnología de fondo
El moldeo por inyección de metal es un nuevo tipo de tecnología de moldeo de polvo metálico desarrollado sobre la base del moldeo por inyección de plástico. Generalmente, se usa el aglutinante y el rendimiento aumenta durante la sinterización, lo que es desfavorable para el control del tamaño del producto sinterizado. Por lo tanto, es necesario proporcionar una nueva solución técnica para resolver los problemas anteriores.
2. Contenido de la invención
El problema técnico que debe resolver la presente invención es superar los defectos de la agitación desigual y la mala estabilidad del producto en el estado de la técnica, y proporcionar un método de mezcla de vibración periódica pulsante, que resuelva las debilidades de la mala fluidez de las materias primas y la mala mezcla. escriba en el proceso de moldeo por inyección, el producto tiene alta densidad y distribución uniforme.
Con el fin de resolver el problema técnico mencionado anteriormente, la presente invención proporciona el siguiente esquema técnico: un tipo de proceso de moldeo por inyección de metalurgia de polvo de aluminio, que comprende los siguientes pasos, (1), polvo de aluminio y cuenta de aglomerante para 70-80 porcentaje del peso del material mezclado por polvo de aluminio. La relación porcentual se agita uniformemente y el aglutinante incluye los siguientes componentes en partes en peso: parafina 30-40 por ciento, polipropileno 8-12, polietileno {{5} }; la temperatura de llenado de la parafina es de 50-60 grados C. (2 ), inyección: poner el material bien agitado en el molde del producto, después de añadir la protección de amoníaco o nitrógeno, calentar a 120-140C y luego moldeado, la presión de trabajo del proceso de moldeo es 40-50MPa, en el proceso de moldeo, vibrar el molde; el tiempo de residencia es de 2-5 segundos después de que se complete la anotación y antes de que se abra el molde; (3), desligante: coloque el producto en el aceite solvente de 40-120C y déjelo en remojo durante 4-6 horas, luego colóquelo en el horno Calentándolo a 120-380C durante {{16} } horas, enfriando y luego poniendo en un solvente de 40-120C por 1-2 horas; (4), sinterización, sinterización del producto moldeado en un estado de vacío, la temperatura de sinterización es 900 -1000C, tiempo de retención 1-2 horas.
Donde, el polvo de aluminio representa el 70 por ciento del peso del material mezclado.
En el que el aglutinante también incluye 8-10 partes en peso de grafito.
Donde, el ligante comprende los siguientes componentes en peso: 35 de cera de parafina, 10 de polipropileno, 7,5 de ácido esteárico o estearato de zinc, 37,5 de polietileno de alta densidad y 10 de grafito.
Donde, en el paso (1) descrito, el requisito de tamaño de partícula del polvo metálico y el aglutinante es: densidad relativa 95-99 por ciento.
Donde, en el paso (4), la temperatura de sinterización es de 900-950 grados y el tiempo de mantenimiento es de 1,5-2 horas.
Los efectos beneficiosos de la invención son los siguientes: la porosidad de las piezas de moldeo por inyección de metal es muy baja, la densidad relativa alcanza más del 96 por ciento y las propiedades mecánicas del material pueden ser equivalentes a las piezas de fundición de precisión de la misma composición. La pulvimetalurgia de la presente invención utiliza la mezcla de polvo metálico y polvo no metálico como materia prima, y es una nueva tecnología para la fabricación de materiales metálicos, materiales compuestos y diversos tipos de productos mediante formación y sinterización, que se puede utilizar ampliamente en automóviles, tractores, aeronaves, ingeniería diversa En comparación con otros métodos de formación, la pulvimetalurgia ahorra energía, reduce el consumo de materia prima y tiene grandes beneficios económicos en los campos de maquinaria, electrodomésticos, comunicaciones, computadoras, control automático y tecnología espacial. También puede fabricar algunos materiales y productos que no pueden fabricarse por otros métodos.
3. Implementación específica
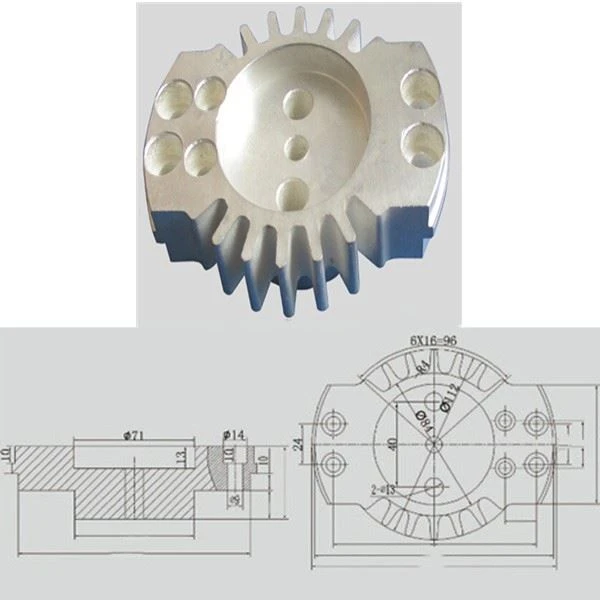
La presente invención se describirá con mayor detalle a continuación con referencia a los dibujos adjuntos y realizaciones específicas, pero el alcance de la implementación de la presente invención no se limita a ellos.
Como se muestra en la Figura 1 descrita en la presente realización, un proceso de moldeo por inyección metalúrgica de polvo de aluminio, los pasos son los siguientes: (1), el polvo de aluminio y el aglutinante se agitan uniformemente de acuerdo con la proporción de polvo de aluminio que representa {{2} } por ciento del peso del material mezclado, el aglutinante comprende los siguientes componentes en peso: parafina 30-40 por ciento, polipropileno 8-12, polietileno 30-45; La temperatura de llenado de la parafina es de 50-60 grado (2), inyección: Poner el material bien agitado en el molde del producto, después de agregar protección de amoníaco o nitrógeno, calentar a 120-140C y luego moldear, el la presión de trabajo del proceso de moldeo es 40-50MPa, y durante el proceso de moldeo, el molde vibra; El tiempo de permanencia es 2-5 segundos después de que se completa la anotación y antes de que se abra el molde; (3), desengrase: después de desmoldar, calentar el producto moldeado a 250-300C; (4), desligante: coloque el producto en 40-120C Después de remojarlo en el aceite solvente durante 4-6 horas, colóquelo en el horno y caliéntelo a 120-380*C durante {{18 }} horas, y luego ponerlo en el solvente de 40-120C y dejar reposar por 1-2 horas después de enfriar; (5), sinterización, sinterización del producto moldeado en un estado de vacío, la temperatura de sinterización es 900-1000 y el tiempo de retención es 1-2 horas. Donde, el polvo de aluminio representa el 70 por ciento del peso del material mezclado. En donde, el aglutinante también incluye 8-10 partes en peso de grafito. Donde, el ligante comprende los siguientes componentes en peso: 35 de cera de parafina, 10 de polipropileno, 7,5 de ácido esteárico o estearato de zinc, 37,5 de polietileno de alta densidad y 10 de grafito. Donde, en el paso (1) descrito, los requisitos de tamaño de partícula de todo el polvo y aglutinante son: densidad relativa 95-99 por ciento. Donde, en el paso (5), la temperatura de sinterización es de 900-950 grados, y el tiempo de mantenimiento es de 1,5-2 horas. (6) Post-procesamiento, corte de los productos verdes desmoldados. (7), inspección de calidad. (8), envasado de productos terminados. Resultados de la prueba del producto: alta resistencia (b=800-1200MPa); buena resistencia al desgaste, el costo promedio se reduce en más del 50 por ciento en comparación con piezas similares importadas del extranjero, el P de alta densidad alcanza los 7,25 g/cm; resistencia a la tracción
El alargamiento alcanza el 1,5 por ciento; la resistencia al impacto alcanza 195/cm; la dureza del núcleo alcanza HRC24; la dureza superficial alcanza HV632; la resistencia al desgaste y la reducción de la fricción aumentan en un 33 por ciento y un 10 por ciento respectivamente;
Lo anterior es solo una realización preferida de la presente invención, por lo que todos los cambios o modificaciones equivalentes realizados de acuerdo con la estructura, características y principios descritos en el alcance de la solicitud de patente de la presente invención están incluidos en el alcance de protección de la solicitud de patente de la presente invención.
Proceso posterior a la fundición
1. Tratamiento térmico: recocido, carbonización, templado, templado, normalizado, templado superficial
2. Equipos de procesamiento: CNC, WEDM, torno, fresadora, perforadora, amoladora, etc.;
3. Tratamiento de superficie: pulverización de polvo, cromado, pintura, arenado, niquelado, galvanizado, ennegrecido, pulido, pavonado, etc.

Moldes y accesorios de inspección
1. Vida útil del molde: generalmente semipermanente. (excepto espuma perdida)
2. Plazo de entrega del molde: 10-25 días, (según la estructura del producto y el tamaño del producto).
3. Mantenimiento de herramientas y moldes: Zhongwei es responsable de las piezas de precisión.

Control de calidad
1. Control de calidad: la tasa de defectos es inferior al 0.1 por ciento.
2. Las muestras y la ejecución de prueba se inspeccionarán al 100 % durante la producción y antes del envío, la inspección de muestras para la producción en masa de acuerdo con los estándares ISDO o los requisitos del cliente.
3. Equipo de prueba: detección de defectos, analizador de espectro, analizador de imagen dorada, máquina de medición de tres coordenadas, equipo de prueba de dureza, máquina de prueba de tracción.

Solicitud
Las piezas moldeadas por inyección de aluminio y metal utilizan una mezcla de polvo metálico y polvo no metálico como materia prima, después de formar y sinterizar, las nuevas tecnologías para fabricar materiales metálicos, materiales compuestos y varios tipos de productos pueden usarse ampliamente en automóviles, tractores, aviones, Maquinaria de ingeniería, electrodomésticos, comunicaciones, computadoras, control automático y tecnología espacial y otros campos.






Envíeconsulta