





Fundición de hierro gris
Estándares de implementación: la empresa implementa estrictamente la certificación ISO9001 y TS 16949
Estándares de materiales del producto: ISO, GB, ASTM, SAE, ISO, EN, DIN, JIS, BS
Qinhuangdao Zhongwei Precision Machinery Co., Ltd. produce principalmente varios grados de fundición de hierro gris, piezas mecánicas de alta calidad, como fundición de hierro gris, fundición de acero, fundición de varios materiales y números de fila, y es una empresa de fundición líder en la ciudad de Qinhuangdao. Nuestra empresa está equipada con tecnología avanzada de fabricación de productos y métodos de prueba, analizador previo al horno, equipo de prueba posterior al horno y espectrómetro importado de Alemania para analizar con mayor precisión la composición química y las propiedades físicas de las piezas fundidas. Los principales productos son fundición de válvulas, accesorios de locomotoras y varias piezas mecánicas, que son adecuadas para todos los ámbitos de la vida. Motores diésel, compresores, trenes, automóviles, ascensores, bombas, cabezas de bomba, válvulas, impulsores, maquinaria de construcción, etc.
Descripción del producto
1. Estándares de implementación: La empresa implementa estrictamente las certificaciones ISO9001 y TS 16949.
2. Normas de materiales del producto: ISO, GB, ASTM, SAE, ISO, EN, DIN, JIS, BS
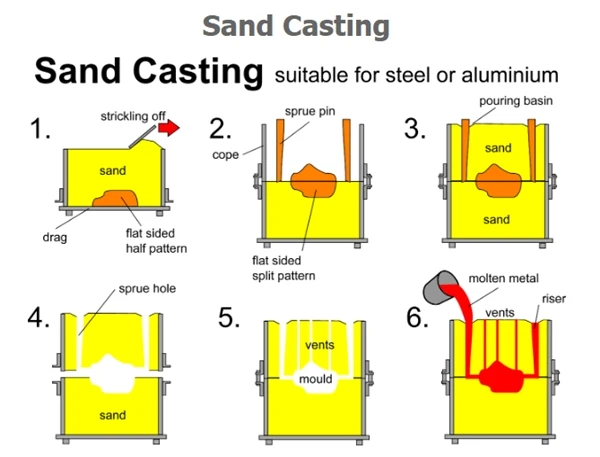
3. Procesos principales: fundición en arena, fundición de inversión de sol de sílice, fundición de inversión de vidrio de agua,
Fundición de carcasa, desbarbado, chorro de arena, mecanizado, tratamiento térmico, prueba de fugas,
tratamiento de superficie, etc
4. Materiales disponibles:
Hierro gris: norma ISO: 100, 150, 200, 250, 300, 350
Hierro dúctil: norma ISO: 400-18, 450-10, 500-7, 600-3, 700-2, 800-2
— Otros materiales: hierro fundido, acero fundido, aluminio fundido, cobre fundido, acero aleado, etc. se pueden personalizar según los requisitos del cliente.
Según el país, verifique el grado de material nacional correspondiente en la tabla.
País | Fundición de hierro gris | ||||||
Porcelana | - | HT350 | HT300 | HT250 | HT200 | HT150 | HT100 |
Japón | - | FC350 | FC300 | FC250 | FC200 | FC150 | FC100 |
U.S. | Nº 60 | Nº 50 | Nº 45 | Nº 35 | Nº 30 | Nº 20 | - |
Rusia | C40 | C35 | C30 | C25 | C20 | C15 | C10 |
Alemania | GG40 | GG35 | GG30 | GG25 | GG20 | GG15 | - |
Italia | - | G35 | G30 | G25 | G20 | G15 | G10 |
Francia | FGL400 | FGL350 | FGL300 | FGL250 | FGL200 | FGL150 | - |
U.K. | - | 350 | 300 | 250 | 200 | 150 | 100 |
Polonia | Z140 | Z135 | Z130 | Z125 | Z120 | Z115 | - |
India | FG400 | FG350 | FG300 | FG260 | FG200 | FG150 | - |
Rumania | FC400 | FC350 | FC300 | FC250 | FC200 | FC150 | - |
España | - | FG35 | FG30 | FG25 | FG20 | FG15 | - |
Bulgaria | FGG40 | FGG35 | FGG30 | FGG25 | FGG20 | FGG15 | FGG10 |
Australia | T400 | T350 | T300 | T260 | T220 | T150 | - |
Suecia | O140 | O135 | O130 | O125 | O120 | O115 | O110 |
Hungría | OV40 | OV35 | OV30 | OV25 | OV20 | OV15 | - |
Bulgaria | - | Vch35 | Vch30 | Vch25 | Vch20 | Vch15 | - |
(Organización Internacional de Normalización) | - | 350 | 300 | 250 | 200 | 150 | 100 |
(COPANTE) | FG400 | FG350 | FG300 | FG250 | FG200 | FG150 | FG100 |
Países Bajos | - | GG35 | GG30 | GG25 | GG20 | GG15 | - |
luxemburgo | FGG40 | FGG35 | FGG30 | FGG25 | FGG20 | FGG15 | - |
Austria | - | GG35 | GG30 | GG25 | GG20 | GG15 | - |
|
|
|
|
|
|
|
|
País | fundición de hierro dúctil | ||||||
Porcelana | QT400-18 | QT450-10 | QT500-7 | QT600-3 | QT700-2 | QT800-2 | QT900-2 |
Japón | FCD400 | FCD450 | FCD500 | FCD600 | FCD700 | FCD800 | - |
U.S. | 60-40-18 | 65-45-12 | 70-50-05 | 80-60-03 | 100-70-03 | 120-90-02 | - |
Rusia | B40 | B45 | B50 | B60 | B70 | B80 | B100 |
Alemania | GGG40 | - | GGG50 | GGG60 | GGG70 | GGG80 | - |
Italia | SG370-17 | SG400-12 | SG500-7 | SG600-2 | SG700-2 | SG800-2 | - |
Francia | FGS370-17 | FGS400-12 | FGS500-7 | FGS600-2 | FGS700-2 | FGS800-2 | - |
U.K. | 400/17 | 420/12 | 500/7 | 600/7 | 700/2 | 800/2 | 900/2 |
Polonia | ZS3817 | ZS4012 | ZS4505 | ZS6002 | ZS7002 | ZS8002 | ZS9002 |
5002 | |||||||
| |||||||
India | SG370/17 | SG400/12 | SG500/7 | SG600/3 | SG700/2 | SG800/2 | - |
Rumania | - | - | - | - | FGN70-3 | - | - |
España | FGE38-17 | FGE42-12 | FGE50-7 | FGE60-2 | FGE70-2 | FGE80-2 | - |
Bélgica | FNG38-17 | FNG42-12 | FNG50-7 | FNG60-2 | FNG70-2 | FNG80-2 | - |
Australia | 300-17 | 400-12 | 500-7 | 600-3 | 700-2 | 800-2 | - |
Suecia | 0717-02 | - | 0727-02 | 0732-03 | 0737-01 | 0864-03 | - |
Hungría | GV38 | GV40 | GV50 | GV60 | GV70 | - | - |
Bulgaria | 380-17 | 400-12 | 450-5 | 600-2 | 700-2 | 800-2 | 900-2 |
500-2 | |||||||
| |||||||
(Organización Internacional de Normalización) | 400-18 | 450-10 | 500-7 | 600-3 | 700-2 | 800-2 | 900-2 |
(COPANTE) | - | FMNP45007 | FMNP55005 | FMNP65003 | FMNP70002 | - | - |
Finlandia | GRP400 | - | GRP500 | GRP600 | GRP700 | GRP800 | - |
Países Bajos | GN38 | GN42 | GN50 | GN60 | GN70 | - | - |
luxemburgo | FNG38-17 | FNG42-12 | FNG50-7 | FNG60-2 | FNG70-2 | FNG80-2 | - |
Austria | SG38 | SG42 | SG50 | SG60 | SG70 | - | - |
5. Software disponible: Pro/E, Auto CAD, Solidwork.
6. Los dibujos 2D y 3D (Igs, PDF, JPEG, DWG, CAXA, UG, Stp... etc.) también se pueden hacer de acuerdo con las muestras.
7. Proceso de producción: fundición de arena, fundición de espuma perdida, fundición de cera perdida de vidrio de agua, fundición de inversión de sol de sílice, etc.
8. Rango de peso del producto: de 0.01kg a 2000kg;

Control de procesos
1. Medidas de proceso para la producción de piezas fundidas de hierro gris de alta resistencia
En los últimos años, muchas unidades han investigado y desarrollado métodos de producción de hierro gris de alta resistencia adecuados para condiciones de producción específicas y diferentes requisitos de fundición (incluidas las fundiciones de hierro gris de paredes delgadas y de alta resistencia). En resumen, existen los siguientes cuatro tipos.
(1) Fortalecimiento del hierro fundido inoculado:
Se agrega más chatarra de acero a la carga, y se usa coque de fundición de alta calidad para obtener hierro fundido con una temperatura de descarga superior a 1500 grados C y un equivalente de alto carbono, y el hierro fundido gris de alta resistencia es obtenido al reforzar la inoculación con un inoculante de alta eficiencia. En el pasado, la producción de hierro fundido inoculado se basaba en agregar más chatarra de acero y reducir el contenido de carbono para aumentar la resistencia, pero este método tiene un rendimiento tecnológico deficiente y una gran tendencia a la boca blanca, especialmente para fundiciones de pared delgada (pared mínima). espesor 3~10 mm). El moderno hierro fundido inoculado de alta resistencia no utiliza este método, sino que se basa en inoculantes de alta eficiencia para fortalecer la inoculación y mejorar el rendimiento. El método general es: el equivalente de carbono es de aproximadamente 3,9 ~ 4,1 por ciento, la temperatura es de aproximadamente 1480 grados y se requiere que el hierro fundido esté menos oxidado. Si-Ca, Cr-Si-Ca, Re-Ca-Ba, Si-Ca, compuestos de Si-Fe, compuestos de tierras raras y otros inoculantes de alta eficiencia se utilizan para el tratamiento de inoculación. Por ejemplo, un horno de cubilote de 5- toneladas en una fábrica utiliza coque de fundición y más del 40 por ciento de chatarra de acero se agrega a la carga. Cuando la proporción total de coque es 7, la temperatura del hierro fundido es de 1520 a 1540 grados y el contenido de óxido de hierro en la escoria es bajo (1,8 a 3,0 por ciento). Después del tratamiento de inoculación con un inoculante especial, cuando el equivalente de carbono es del 4,28 por ciento, la resistencia a la tracción de la barra de prueba puede alcanzar los 250 MPa, la fuerza relativa RG=1.28, HB229 y el contenido de perlita es superior al 98 por ciento. Otro ejemplo es que una unidad aumenta la temperatura de sobrecalentamiento del hierro fundido y luego usa el inoculante Re-Ca-Ba para inocular el hierro fundido e inyecta un lote de piezas de fundición de culata. Cuando el equivalente de carbono es 3.9~4.05 por ciento, la resistencia a la tracción es 285~304MPa, la fuerza relativa es RG=1.1~1.21, la forma del grafito es buena y no se encuentra contracción ni fugas de agua en el sistema hidráulico. prueba después del procesamiento.
(2) Hierro fundido sintético
El llamado proceso de fundición de hierro sintético es la fundición en un horno de inducción. Más del 50 por ciento de la chatarra de acero se utiliza en la carga, y el resto es hierro de retorno y limaduras de hierro, y el hierro fundido obtenido por tratamiento de carbonización. Las ventajas de este enfoque son:
①El departamento de hornos utiliza una gran cantidad de chatarra de acero en lugar de arrabio, lo que reduce el costo del hierro fundido;
②El hierro fundido con bajo contenido de fósforo se puede obtener para reducir la influencia del contenido de fósforo en la contracción y los defectos de fuga del hierro gris de alta resistencia de paredes delgadas, como el bloque de cilindros y la culata;
③Puede evitar la influencia hereditaria del arrabio. El hierro fundido tiene buena forma de grafito, alto contenido de perlita y buenas propiedades mecánicas. Con el mismo equivalente, la resistencia se puede aumentar de 1 a 2 grados en comparación con el hierro fundido de cúpula.
Usando el proceso de hierro fundido sintético para fundir hierro fundido gris de alta resistencia para producir el bloque de cilindros, el efecto es muy bueno. Los resultados de producción muestran que:
①Las propiedades mecánicas del cuerpo del cilindro fundido por el proceso de fundición de hierro fundido sintético son altas. Cuando el equivalente de carbono es 4.0 por ciento, la resistencia a la tracción es superior a 250 MPa, que es un grado más alto que el de la fundición de cúpula;
②La sensibilidad de la sección de hierro fundido es pequeña, y la distribución de la dureza de las secciones con diferentes espesores del bloque de cilindros y la sección del bloque de prueba escalonado es uniforme;
③El hierro fundido tiene un bajo contenido de fósforo y menos impurezas, lo que supera el defecto de fuga de las piezas fundidas;
④Bajo costo;
⑤ El proceso de fundición es simple y fácil de sostener.
(3) Hierro fundido inoculado de baja aleación
Ajuste la composición química del hierro fundido original para lograr un equivalente de carbono más alto, agregue una pequeña cantidad de cromo, cobre, molibdeno y otros elementos de aleación en el horno (o en la bolsa) para obtener hierro fundido de baja aleación a alta temperatura, y luego someterse a un tratamiento de inoculación para obtener grafito fino y luz nacarada. La estructura de alto contenido de volumen y el pequeño espacio entre las hojas pueden obtener hierro fundido de alta resistencia. El uso de este método para producir hierro fundido gris de alta resistencia se usa ampliamente en el extranjero y el efecto es relativamente estable. Los elementos de aleación son principalmente Cu, Cr, Mo, Ni, etc. La mayor ventaja es que la estructura de la matriz de la parte de pared delgada del bloque de cilindros y la culata puede obtener más del 95 por ciento de perlita, y la diferencia de dureza es pequeña. .
Algunas unidades usan {{0}}.3~0.7 por ciento Cr para inocular instantáneamente, controlar la proporción de cromo/silicio y resolver el problema de producción del bloque de cilindros y la culata.
(4) Ajuste de la composición química convencional y la proporción de hierro fundido para obtener hierro fundido gris de alta resistencia y baja tensión Bajo la condición de que el equivalente de carbono permanezca sin cambios, aumentar adecuadamente la relación Si/C es una de las formas importantes de mejorar la resistencia y rigidez de las piezas fundidas de máquinas herramienta.
Al ajustar la composición química, especialmente cambiando la proporción de silicio/carbono, para hacer Si/C entre {{0}}.5 y 0.9, más la inoculación y aleación adecuadas, fundiciones de hierro gris de alta resistencia con buena comprensión Se pueden obtener propiedades.
La regla para la relación silicio/carbono es:
① Con el mismo equivalente de carbono, la relación Si/C es alta, la resistencia a la tracción se puede aumentar en 30 ~ 60 MPa, la resistencia relativa es alta, la dureza relativa es baja y el rendimiento elástico es bueno;
② Bajo el mismo equivalente de carbono, la relación Si/C aumenta, la tensión residual tiende a disminuir y la tendencia de la tensión también es menor;
③ Al aumentar la proporción de Si/C, la tendencia de la boca blanca es pequeña, la sensibilidad de la sección es pequeña, pero no tiene efecto sobre la fluidez y la contracción lineal del hierro fundido.
Los contenidos de manganeso y silicio se ajustan para que el contenido de Mn sea {{0}}.2-1.3 por ciento más alto que el contenido de Si, y se obtiene otro hierro fundido de alta resistencia y baja tensión. . El hierro fundido gris contiene Mn en el rango de 1.5~3.0 por ciento. El aumento del contenido de Mn, especialmente cuando el contenido de Mn es mayor que el contenido de Si, puede refinar significativamente el grupo eutéctico, y es fácil obtener una matriz de grafito tipo D, E y perlita fina. Además, se controlan la diferencia entre Mn y Si y el valor absoluto de Mn en fundición gris, de modo que la diferencia entre Mn y Si es {{10}}~0,5 por ciento, y Mn es mayor que 2 por ciento, y se pueden obtener diferentes tipos de fases de endurecimiento en fundición gris. Por lo tanto, al controlar el valor de diferencia de Mn, Si y el valor absoluto de Mn, se puede obtener fundición gris de alta resistencia con altas propiedades mecánicas, dureza uniforme, buena resistencia a la compresión y buena resistencia al desgaste. Este tipo de fundición de ceniza con alto contenido de manganeso se produce en la fábrica de maquinaria textil de Zhengzhou y en tres industrias de máquinas herramienta, camisas de cilindros y piezas hidráulicas, y ha logrado buenos resultados. Mn=1.7S más 0.3 por ciento (para asegurar que el azufre esté completamente ligado al manganeso).
¿Cómo reducir la tendencia a la contracción de la fundición gris de alta resistencia?
La alta resistencia y la contracción siempre han sido un par de contradicciones. La producción de piezas fundidas de alta resistencia tiene una gran tendencia a la contracción. Si el problema de la contracción no se puede resolver bien, se generará una gran cantidad de defectos de desecho por contracción. Para resolver el problema de la contracción del material, el principio general es tener un equivalente de carbono-silicio más alto. El proceso de aleación con equivalente de silicio con alto contenido de carbono es menos propenso a la contracción que el proceso de aleación con equivalente de silicio con bajo contenido de carbono. Por lo tanto, bajo la premisa de seleccionar silicio con alto contenido de carbono, se debe desarrollar una nueva tecnología para mejorar el rendimiento. Las medidas específicas para reducir la merma pueden ser a partir de los siguientes aspectos a tener en cuenta:
(1) Las medidas del proceso para promover la grafitización son las mejores medidas para reducir la contracción del hierro fundido.
Fundición en horno eléctrico: la aplicación de la tecnología de carbonización es la tecnología clave para resolver la contracción del hierro fundido. Dado que la precipitación de grafito durante la solidificación del hierro fundido produce expansión por grafitización, una buena grafitización reducirá la tendencia a la contracción del hierro fundido. Por lo tanto, la tecnología de cementación es el mejor proceso.
Dado que la adición de un carburador mejora la capacidad de grafitización del hierro fundido, la tendencia a la contracción del hierro fundido es menor cuando se utiliza todo el proceso de fundición de chatarra de acero para añadir el carburador. Este es un cambio de concepto muy importante. El concepto tradicional es que agregar más chatarra de acero aumentará la tendencia a la contracción del hierro fundido, por lo que es fácil caer en un malentendido, no estamos dispuestos a usar más chatarra de acero, sino que preferimos usar más arrabio.
La desventaja del arrabio multipropósito es que hay muchos grafitos hipereutécticos gruesos en el arrabio. Este grafito grueso es hereditario. Si se funde a baja temperatura, el grafito grueso es difícil de eliminar. El grafito grueso se hereda del estado líquido al estado sólido. Dado que se debilita el efecto de expansión que debería producir la precipitación de grafito, aumenta la tendencia a la contracción durante la solidificación del hierro fundido, y el grafito grueso inevitablemente reducirá el rendimiento del material. Por lo tanto, en comparación con el proceso de carbonización de chatarra de acero, las desventajas de usar arrabio en grandes cantidades son:
①Rendimiento de baja resistencia. Se han probado los mismos ingredientes para comparar, y el rendimiento es media fila inferior.
②La tendencia a encogerse es grande. En las mismas condiciones, la contracción es mayor que la del proceso de carbonización de chatarra.
Para la fusión en horno eléctrico, el núcleo de la tecnología de cementación es el uso de recarburadores de alta calidad. Usando el proceso de carbonización de chatarra, el recarburizador se ha convertido en el eslabón más importante en el proceso de carbonización. La calidad del recarburador determina la calidad del hierro fundido. Que el proceso de cementación pueda obtener un buen efecto de grafitización y reducir la contracción del hierro fundido depende principalmente del recarburador:
① El recarburador debe ser un recarburador que haya sido grafitado a alta temperatura. .
Solo después de la grafitización a alta temperatura, los átomos de carbono pueden cambiar de una disposición desordenada a una disposición en escamas, y el grafito en escamas puede convertirse en el mejor núcleo para la nucleación de grafito y promover la grafitización.
②El contenido de azufre de los buenos recarburadores es muy bajo y w(S) inferior al 0.03 por ciento es un indicador importante.
Para la fundición de cubilote: la fundición a alta temperatura es el indicador técnico más crítico, y la fundición a alta temperatura puede eliminar efectivamente la heredabilidad del grafito grueso en el arrabio. La fundición a alta temperatura puede aumentar la tasa de carburación y reducir la cantidad de arrabio que se agrega a los ingredientes. El carbón obtenido por cementación tiene mejor actividad y tiene mejor efecto de grafitación que el carbón que se obtiene al agregar más arrabio, lo que se refleja en la fundición, es decir, la forma del grafito es mejor y la distribución es más uniforme. Una buena forma del grafito mejorará las propiedades del material, incluido el rendimiento de corte, mientras que un buen efecto de grafitización reducirá la tendencia a la contracción del hierro fundido.
(2) Aumentar el contenido de silicio del hierro fundido original y controlar el volumen de inoculación.
Parte del silicio en el hierro fundido gris es el silicio en el hierro fundido original, y parte es el silicio aportado por la inoculación.
A muchas personas les gusta el punto bajo de silicio en el hierro fundido y luego inoculan con una gran cantidad de inoculación, lo cual no es científico: una gran cantidad de inoculación no es recomendable, aumentará la tendencia a la contracción. El propósito de la inoculación es aumentar el número de núcleos cristalinos y promover la grafitización, y una pequeña cantidad de inoculación ({{0}}.2 por ciento a 0.4 por ciento) puede lograr este propósito. En términos de control del proceso, la cantidad de inoculación debe ser estable en consecuencia y no debe haber cambios excesivos. Esto requiere que la cantidad de silicio en el hierro fundido original sea estable en consecuencia. El aumento del contenido de silicio del hierro fundido original no solo puede reducir la boca blanca y la tendencia a la contracción, sino que también desempeña el papel de matriz de fortalecimiento de la solución sólida de silicio, pero el rendimiento no disminuye. En la actualidad, un enfoque más científico es aumentar el contenido de silicio del líquido de hierro original de fundición gris, y la cantidad de inoculación se controla en alrededor del 0,3 por ciento, lo que puede ejercer el efecto fortalecedor de la solución sólida del silicio, que es beneficioso para mejorar la fuerza y reducir la contracción de la fundición.
(3) El método de aleación tiene una gran influencia en la contracción del hierro fundido.
La aleación puede mejorar efectivamente las propiedades del hierro fundido, y nuestros elementos de aleación comúnmente utilizados son cromo, molibdeno, cobre, estaño y níquel.
Cromo: el cromo puede mejorar efectivamente el rendimiento del hierro fundido gris, y el rendimiento siempre mejorará con el aumento de la cantidad de adición. Chromium tiene una tendencia relativamente grande a la boca blanca, que es la mayoría de los escrúpulos de todos. Si la cantidad añadida es demasiado grande, aparecerán carburos. En cuanto a cómo controlar el límite superior de la cantidad de cromo, el límite superior es diferente para los diferentes procesos de adición de cromo. Si se agrega cromo al hierro fundido original, el límite superior no debe exceder el 0.35 por ciento. Aumentar la cantidad de cromo en el hierro fundido original hará que el hierro fundido tienda a ser blanco. Y se aumenta la tendencia a encogerse, lo cual es muy perjudicial.
Otro método para agregar cromo no es aumentar el cromo en el hierro fundido original, sino agregar cromo en la cuchara de hierro fundido y enjuagarlo mediante el método de punzonado. Este proceso reducirá en gran medida la tendencia al blanqueamiento y encogimiento del hierro fundido, al igual que el anterior. En comparación con este proceso, con la misma cantidad de cromo, la boca blanca y la tendencia a la contracción se reducirán a más de la mitad. De esta forma de agregar cromo, el límite superior de cromo se puede controlar a 0.45 por ciento.
Molibdeno: Las propiedades del molibdeno son muy similares a las del cromo y no se describirán en detalle. Debido al alto precio del molibdeno, agregar molibdeno aumentará considerablemente el costo. Por lo tanto, se debe agregar la menor cantidad posible de molibdeno y se debe agregar algo de cromo.
La adición de cromo y molibdeno mediante el método de punzonado es una medida eficaz para reducir la contracción de la aleación.
⑷La influencia de la temperatura de fundición del hierro fundido en la contracción.
El hierro fundido a alta temperatura tiende a encogerse mucho, que es la experiencia de todos. Es muy importante controlar la temperatura de vertido dentro de un rango razonable. Si la temperatura de vertido es 20-30 grado más alta que la temperatura razonable especificada por el proceso, la tendencia a la contracción aumentará significativamente. Preste atención a tal fenómeno en la producción. Un horno eléctrico sin función automática de preservación del calor puede aumentar la temperatura del hierro fundido. La temperatura de vertido de la primera cuchara de hierro fundido será más baja, y luego la temperatura será cada vez más alta. Si no se controla, se pueden generar residuos de mermas. En la producción, el primer cucharón de hierro fundido debe plancharse, y el cucharón planchado debe usarse nuevamente, y la temperatura de vertido del primer cucharón de hierro fundido debe controlarse en el límite inferior, no en el límite superior, para evitar el la temperatura suba continuamente. El control de la temperatura de vertido en la fundición en horno eléctrico es una medida clave para evitar la contracción de los productos de desecho de las piezas fundidas.
⑸ No se puede ignorar la tendencia a la oxidación del hierro fundido: gran oxidación y gran contracción.
La alta tendencia del hierro fundido a oxidarse es muy dañina y también aumentará la tendencia a encogerse. Para reducir la oxidación del hierro fundido, la fundición en cubilote debe lograr una fundición rápida. En la actualidad, la tecnología avanzada de fundición de hornos eléctricos en países extranjeros puede lograr una fusión rápida del material de hierro agregado en unos pocos minutos, lo que acorta en gran medida el tiempo del material de hierro en la etapa de oxidación a alta temperatura y la tendencia a la oxidación se reduce considerablemente. La oxidación se reduce aún más, por lo que la fundición en horno eléctrico también puede producir hierro fundido con baja oxidación y baja contracción. Siempre que la temperatura de vertido esté estrictamente controlada, también es muy ventajoso utilizar el horno eléctrico para producir piezas fundidas complejas de bloques de cilindros y culatas.
Proceso de fundición
1. Tratamiento térmico: recocido, carbonización, templado, templado, normalizado, templado superficial
2. Equipos de procesamiento: CNC, WEDM, torno, fresadora, perforadora, amoladora, etc.;
3. Tratamiento de superficie: pulverización de polvo, cromado, pintura, arenado, niquelado, galvanizado, ennegrecido, pulido, pavonado, etc.
Moldes y accesorios de inspección
1. Vida útil del molde: generalmente semipermanente. (excepto espuma perdida)
2. Plazo de entrega del molde: 10-25 días, (según la estructura del producto y el tamaño del producto).
3. Mantenimiento de herramientas y moldes: Zhongwei es responsable de las piezas de precisión.
Lista de materiales disponibles:
Fundición de hierro gris y fundición de hierro dúctil
Otros materiales: hierro fundido, acero fundido, aluminio fundido, cobre fundido, acero aleado, etc. se pueden personalizar de acuerdo con los requisitos del cliente.
Control de calidad
1. Control de calidad: la tasa de defectos es inferior al 0.1 por ciento.
2. Las muestras y la ejecución de prueba se inspeccionarán al 100 % durante la producción y antes del envío, la inspección de muestras para la producción en masa de acuerdo con los estándares ISDO o los requisitos del cliente.
3. Equipo de prueba: detección de fallas, analizador de espectro, analizador de imagen dorada, máquina de medición de tres coordenadas, equipo de prueba de dureza, máquina de prueba de tracción;
4. Proporcionar servicio postventa.
5. La calidad se puede rastrear.
Ámbito de aplicación
1. Partes del motor
2. Autopartes
3. Piezas mecánicas
4. Partes del tren ferroviario
5. Piezas de camiones
6. Accesorios para tractores
7. Equipos de construcción
8. Equipo agrícola
9. Otros campos industriales






Envíeconsulta