





Piezas de inyección de ABS
Las piezas de inyección de ABS ocupan una posición importante en la industria electrónica, la industria de la maquinaria, el transporte, los materiales de construcción, la fabricación de juguetes y otras industrias debido a su alta resistencia mecánica y buen rendimiento integral, especialmente en la estructura de la caja un poco más grande y la tensión entre los componentes, las decoraciones. que requieren galvanoplastia son inseparables de este plástico.
Las piezas de inyección de ABS ocupan una posición importante en la industria electrónica, la industria de la maquinaria, el transporte, los materiales de construcción, la fabricación de juguetes y otras industrias debido a su alta resistencia mecánica y buen rendimiento integral, especialmente en la estructura de la caja un poco más grande y la tensión entre los componentes, las decoraciones. que requieren galvanoplastia son inseparables de este plástico.
Los principales productos de Zhongwei Precision Machinery Co., Ltd. son productos de nailon, productos de plástico, series de ABS, productos de caucho, etc. Tipos de materiales de moldeo por inyección que se pueden procesar: polietileno (PE), polipropileno (PP), nailon (PA , PA6, PA66), polioximetileno (POM), ABS, poliuretano (TPU), sulfuro de polifenileno (PPS), carbonato de poliestireno (PC), polieteretercetona (PEEK), etc.
Diseño del productocripcion
1. Estándares de implementación: la empresa implementa estrictamente la certificación ISO9001, ISO14001, IATF16949, VDA6.3,
Los productos han pasado la certificación de ROHS, FDA EU, etc.
2. Estándares de materiales del producto: ISO, GB, ASTM, SAE, EN, DIN, BS, AMS, JIS, ASME, DMS, TOCT, GB
3. Procesos principales: moldeo por inyección de plástico, moldeo por inyección de insertos metálicos, fundición a la cera perdida, fundición a presión de aluminio,
4. Materiales disponibles para moldeo por inyección:
Procesables productos de nailon, productos de plástico, serie ABS; tipos de materiales de moldeo por inyección: polietileno (PE), polipropileno (PP), nailon (PA, PA6, PA66), polioximetileno (POM), ABS, poliuretano (TPU), polisulfuro de fenilo (PPS), policarbonato (PC), poliéter éter cetona (PEEK) y la impresión 3D se pueden personalizar según los requisitos del cliente.
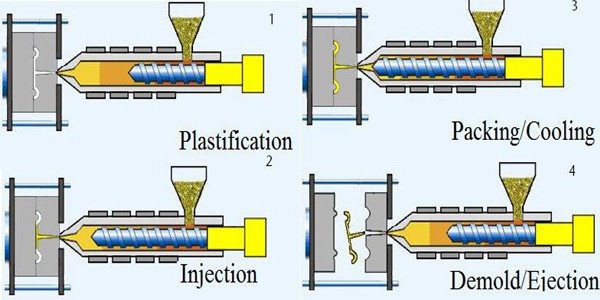
Proceso de producción
1. Secado de plástico ABS
El plástico ABS es altamente higroscópico y sensible a la humedad. El secado completo y el precalentamiento antes del procesamiento no solo pueden eliminar las burbujas pirotécnicas y los hilos plateados de la superficie del producto, sino que también ayudan a plastificar el plástico y reducir las manchas y las ondas en la superficie del producto. Las materias primas ABS controlan la humedad por debajo del 0.13 por ciento.
Las condiciones de secado antes del moldeo por inyección son las siguientes: la sección seca de invierno está por debajo de 75~80, secándose durante 2~3 horas; en verano, el día lluvioso es 80~90, secándose durante 4~8 horas. Si el producto debe lograr un brillo particularmente excelente, o si el producto en sí es complejo, el tiempo de secado es de 8 a 16 horas.
El desenfoque de la superficie del producto debido a la presencia de una pequeña cantidad de vapor de agua es un problema que se pasa por alto fácilmente. Para evitar que el ABS seco vuelva a inhalar humedad en la tolva, es mejor transformar la tolva de la máquina en una tolva secadora de aire caliente, pero dicha tolva debe ser Monitoreo mejorado de la humedad para evitar el sobrecalentamiento del material en caso de sobrecalentamiento ocasional. interrupciones de producción
2. Temperatura de inyección
La relación entre la temperatura del plástico ABS y la viscosidad del fundido es diferente de la de otros plásticos no estereotipados. Cuando la temperatura del proceso de fusión aumenta, la fusión en realidad disminuirá ligeramente, pero cuando alcanza la temperatura de plastificación (el rango de temperatura adecuado para el procesamiento, como 220 ~ 250 grados), si la temperatura continúa aumentando a voluntad, el térmico la descomposición del ABS con baja resistencia al calor será por el contrario. Aumentará la viscosidad del fundido para lograr el moldeo por inyección.
Por lo tanto, la temperatura de inyección de las piezas de inyección de ABS es más alta que la de los plásticos como el poliestireno, pero no puede tener un rango de aumento de temperatura lento como este último. Para algunas máquinas de moldeo por inyección con control de temperatura deficiente, cuando la producción de productos ABS alcanza una cierta cantidad, las partículas de calafateo amarillas o marrones a menudo se incrustan en los productos, y es difícil usar nuevos materiales para inyectar en el cielo y otros métodos para eliminar las emisiones.
Esto se debe a que el plástico ABS contiene componentes de butadieno, y algunas partículas de plástico están firmemente adheridas a la superficie que es difícil de limpiar en la ranura en espiral a alta temperatura, lo que causará descomposición y carbonización bajo la acción de alta temperatura durante mucho tiempo. El funcionamiento a alta temperatura puede causar problemas al ABS, por lo que es necesario limitar la temperatura del horno de las etapas del cilindro. Por supuesto, según el tipo y la estructura, la temperatura del horno aplicable del ABS también es diferente. Cuando se utiliza la máquina de émbolo, la temperatura del horno se mantiene entre 180 y 230; la máquina de tornillo y la temperatura del horno se mantienen a 160~220. Vale la pena señalar especialmente que, debido a la alta temperatura de procesamiento del ABS, es muy sensible a los cambios en varios factores del proceso. Por lo tanto, es importante el control de la temperatura del extremo frontal del cilindro y la parte de la boquilla. La práctica ha demostrado que cualquier pequeño cambio en estas dos partes se reflejará en el producto. Cuanto mayor sea el cambio de temperatura, más defectos se producirán, como líneas de soldadura, poco brillo, rebabas, mordeduras de moho y decoloración.
3. Presión de inyección
Dado que la viscosidad del ABS fundido es más alta que la del poliestireno y el poliestireno modificado, se usa una presión de inyección más alta durante la inyección. Por supuesto, no todos los productos ABS tienen alta presión. Para productos con volumen pequeño, estructura simple y gran espesor, se puede usar una presión de inyección más baja.
Durante el proceso de inyección, la presión en la cavidad en el momento en que se cierra la compuerta a menudo determina la calidad de la superficie del producto y el grado de defectos filamentosos de plata. La presión es demasiado pequeña, el plástico se contrae mucho, la posibilidad de dejar la superficie de la cavidad es grande y la superficie del producto está atomizada. Si la presión es demasiado grande, la fricción entre el plástico y la superficie de la cavidad es fuerte y el molde es fácil de pegar.
4. Velocidad de inyección
El material ABS con un efecto de velocidad de inyección moderado es mejor. Si la velocidad de inyección es demasiado rápida, el plástico se quemará fácilmente y el gas se separará, lo que provocará defectos como líneas de soldadura, poco brillo y enrojecimiento del plástico cerca de la compuerta. Sin embargo, cuando se producen productos complejos y de paredes delgadas, se debe garantizar una velocidad de inyección suficientemente alta. De lo contrario, será difícil estar satisfecho.
5. Temperatura del molde
La temperatura de formación del ABS es relativamente alta y la temperatura del molde también es relativamente alta. Generalmente, la temperatura del molde se ajusta a 75~85, pero cuando se producen productos con un área proyectada grande, se requiere que la temperatura del molde fijo sea de 70 a 80, y la temperatura del molde móvil es de 50 a 60. Al inyectar plástico de paredes delgadas piezas con formas grandes y complejas, se debe prestar especial atención al calentamiento del molde. Para acortar el ciclo de producción y mantener la temperatura del molde relativamente estable, después de sacar el producto, se pueden usar baños de agua fría, baños de agua caliente y otros métodos de fraguado mecánico para compensar el tiempo original de enfriamiento y fraguado del molde. la cavidad
6. Gestión de materiales
Cuando una máquina de moldeo por inyección general inyecta plástico ABS, su volumen de inyección individual solo alcanza el 75 por ciento del volumen de inyección estándar. El volumen de inyección debe ser el 50 por ciento del volumen de inyección calibrado para mejorar la calidad del producto y la estabilidad dimensional, y para que el brillo y el color de la superficie sean uniformes.
Puntos de procesamiento de moldeo de resina ABS resistentes al calor
Las piezas de inyección ABS generales tienen una resistencia al calor insuficiente. En la actualidad, mediante la adición de agentes resistentes al calor como el copolímero de (-metilestireno y el copolímero de N-fenilmaleimida, se ha desarrollado una temperatura de distorsión térmica (HDT) de 90. -120 serie de resina ABS resistente al calor.
La estructura molecular del ABS resistente al calor contiene un anillo de benceno y un grupo n-fenilo de alta rigidez. Mientras mejora la resistencia al calor, el efecto de impedimento estérico de la cadena molecular aumenta, la velocidad de relajación de la cadena molecular disminuye y el producto es propenso a una gran tensión interna, lo que resulta en una tensión del producto. Defectos como agrietamiento, blanqueamiento por estrés y fragilidad del producto. Por lo tanto, reducir la tensión interna del producto es la clave para el moldeo por inyección de ABS resistente al calor.
1. Diseño del molde del producto
Se requiere que el grosor de la pared del producto sea uniforme, y la diferencia de grosor de la pared del producto ABS se controla dentro del 25 por ciento para evitar que la concentración de tensión local sea demasiado grande. En la raíz de las columnas de baja resistencia, se deben agregar filetes o rigidizadores para evitar la rotura de la columna.
En el diseño de sujetadores, la raíz del sujetador debe redondearse. El tamaño del ángulo r depende del grosor de la pared del producto. La relación entre el ángulo r y el espesor de la pared no debe ser inferior a 0.3. A medida que aumenta la relación, la tensión interna disminuye gradualmente, pero también se debe considerar la contracción de la superficie del producto. El diseño del canal de enfriamiento del molde debe garantizar la uniformidad del enfriamiento y evitar la tensión interna causada por el enfriamiento desigual y la contracción desigual.
2. Secado de materiales
La resina ABS resistente al calor generalmente absorbe la humedad del aire durante el almacenamiento y el transporte. La absorción de agua varía con la humedad del aire, generalmente entre 0.2 y 0.4 por ciento. Por lo tanto, es necesario secar suficientemente el material para que el contenido de humedad del material sea 0.05 por ciento o menos, preferiblemente 0,02 por ciento o menos. De lo contrario, pueden producirse defectos en la superficie, como salpicaduras y vetas plateadas. La temperatura de secado de la resina ABS resistente al calor es más alta que la del ABS convencional, generalmente 80-95, y el tiempo de secado es de 3-4 horas.
3. Temperatura de formación
La temperatura de moldeo es uno de los parámetros que llama especialmente la atención en el procesado de ABS termorresistentes. Para asegurarse de que el ABS resistente al calor esté completamente plastificado, intente utilizar el rango de temperatura por encima del valor intermedio de la temperatura de moldeo recomendado por el proveedor. Cuando aumenta la temperatura de moldeo, la viscosidad del ABS resistente al calor se reduce significativamente, la fluidez de la resina aumenta y la distancia de flujo se prolonga, lo que garantiza que el material tenga suficiente capacidad de llenado.
4. Mantener la presión y el tiempo
Para el ABS resistente al calor, si la presión de retención y el ajuste del tiempo son razonables, afecta directamente la tensión interna del producto. El aumento de la presión de retención puede reducir la brecha molecular, reducir el rango activo del segmento, reducir el volumen de fusión, aumentar la densidad, aumentar la fuerza intermolecular y mejorar la contracción y la calidad interna del producto. Minimice la presión de retención en términos de calidad de apariencia del producto
El tiempo de permanencia se establece en función del tiempo que transcurre hasta que la compuerta se solidifica al enfriarse y el tornillo avanza nuevamente sin ejercer presión sobre el producto moldeado. Cuando el tiempo de retención es demasiado largo, es fácil que el relleno del material sea excesivo, la brecha molecular se vuelve más pequeña y la tensión interna se vuelve más grande; cuando el tiempo de espera es demasiado corto, el producto tiende a encogerse y el tamaño es inestable. El ajuste del tiempo de presión de mantenimiento toma el tiempo más corto cuando el peso del producto ya no cambia como el mejor tiempo de presión de mantenimiento.
5. Temperatura del molde
Cuando se moldea ABS resistente al calor, se usa una máquina de temperatura del molde para controlar la temperatura del molde. La temperatura de matriz recomendada es 60-80. La temperatura del molde es alta, el flujo es bueno, la resistencia de la línea de soldadura es alta y la tensión interna del producto es pequeña, pero el ciclo de moldeo es moderadamente prolongado.
Si la temperatura del molde es más baja que la recomendada, la tensión interna del producto será demasiado alta, el rendimiento del producto se degradará y pueden ocurrir situaciones no deseadas como fragilización del producto, agrietamiento del orificio roscado y agrietamiento del recubrimiento.
CorreoProceso de moldeo por inyección
1. Equipos de procesamiento: CNC, WEDM, torno, fresadora, perforadora, amoladora, etc.;
2. Tratamiento de superficies: para algunos productos que requieren un procesamiento posterior, podemos proporcionar servicios de tratamiento de superficies para lograr el propósito especial de los clientes. En la actualidad, podemos brindar servicios de desengrase, pulido, galvanoplastia (oro, plata, níquel, estaño, galvanizado, etc.), anodizado, electroforesis y otros servicios de tratamiento superficial para piezas de precisión.
Moldes y accesorios de inspección
1. Vida útil del molde: generalmente semipermanente. (excepto espuma perdida)
2. Plazo de entrega del molde: 10-25 días, (según la estructura del producto y el tamaño del producto).
3. Mantenimiento de herramientas y moldes: Zhongwei es responsable de las piezas de precisión.
Control de calidad
1. Control de calidad: la tasa de defectos es inferior al 0.1 por ciento.
2. Las muestras y la ejecución de prueba se inspeccionarán al 100 % durante la producción y antes del envío, la inspección de muestras para la producción en masa de acuerdo con los estándares ISDO o los requisitos del cliente.
3. Equipo de prueba: el equipo de inspección visual automatizado puede realizar una inspección del 100 por ciento de los productos, analizador de espectro, analizador de elefante dorado, máquina de medición de tres coordenadas, equipo de prueba de dureza, máquina de prueba de tracción.
")
Solicitud
Las piezas de inyección de ABS se utilizan ampliamente en equipos automotrices, eléctricos y electrónicos, de oficina y de comunicación y en otros campos. Hoy, para cumplir con los requisitos especiales de seguridad contra incendios en el campo de aplicación (especialmente productos electrónicos y eléctricos). Entre ellos, la tecnología retardante de llama de la aleación PC/ABS se ha convertido en un foco de investigación. Sin embargo, con el avance de la ciencia y la tecnología, los requisitos para el respeto al medio ambiente de los materiales son cada vez más altos, y el daño causado por los retardantes de llama tradicionales basados en halógenos es cada vez más evidente.
En ingeniería, el ABS se usa ampliamente en tuberías de ingeniería. En proyectos municipales, las tuberías de ABS generalmente se pueden usar para tuberías de fondo de piscina de proyectos con requisitos de materiales relativamente altos.
Además, los plásticos ABS se utilizan a menudo en la impresión 3D, principalmente debido a las propiedades del ABS, que se caracterizan por su resistencia al calor, resistencia al impacto, resistencia a bajas temperaturas, resistencia química, excelentes propiedades eléctricas y estabilidad dimensional del producto. Es uno de los materiales más estables en materiales de impresión 3D.
Los puntos de conocimiento sobre los plásticos ABS, además del rendimiento y los usos, también incluyen el proceso de recubrimiento, el proceso de moldeo por inyección de plásticos ABS y la galvanoplastia local de plásticos ABS.






Envíeconsulta