



Montajes de sensores automotrices MIM Parts
Resistencia a la tracción σb (MPa): Mayor o igual a 480
Límite elástico condicional σ0.2 (MPa): Mayor o igual a 177
Alargamiento δ5 (porcentaje): mayor o igual a 40
Reducción del área ψ ( por ciento ): Mayor o igual a 60
Introducción del producto
Montajes de sensores automotrices MIM Parts | |||||||||||
Artículo | Material | Proceso de producción | Temperatura de sinterización | Moho | Disfraz | ||||||
Soporte de sensor de coche | 316L | Moldeo por inyección de metales | 1350 grado -1500 grado | Para ser personalizado | Sí | ||||||
Composición química | C : Menor o igual a 0.08 | ||||||||||
Materiales disponibles | Acero inoxidable con bajo contenido de carbono, aleación de titanio (Ti, TC4), aleación de cobre, aleación de tungsteno, aleación dura, aleación de alta temperatura (718, 713) | ||||||||||
Finalizar | Precisión dimensional | Densidad del producto | Tratamiento de apariencia | Peso Apropiado | |||||||
Rugosidad 1-5μm | (±{{0}}.1 por ciento -±0.5 por ciento ) | 92-95 por ciento | Reflejo de espejo | 0.03g-400g) | |||||||
Propiedades mecánicas | Resistencia a la tracción σb (MPa): Mayor o igual a 480 | ||||||||||
Conductividad térmica (W/(m*K)) | 100 grados | 300 grados | 500 grados | ||||||||
15.1 | 18.4 | 20.9 | |||||||||
Tratamiento térmico | Solución Olid 1010 ~ 1150 grados de enfriamiento rápido. | ||||||||||
Análisis de producto
Este caso es un soporte en un sensor de un automóvil. El requisito de precisión es muy alto, el material es 316, el producto es muy pequeño, la dimensión más larga es de 38 mm y las inserciones de metal (láminas de cobre) también se colocan durante el moldeo por inyección, y se requiere que la deformación sea pequeña, como se muestra en Figura 1.

Figura 1
La falta de concentricidad de los orificios superior e inferior de este producto Piezas MIM para monturas de sensores automotrices es inferior a 0,02 mm. Dado que los productos POM (polioximetileno) son propensos a la deformación, para minimizar la tensión interna del producto, el punto de pegado La selección de la posición debe considerarse completamente en el diseño del molde, y los orificios superior e inferior deben formarse después de la se libera el molde, como se muestra en la Figura 2.

Figura 2
Hay una socavación en el espacio entre los orificios superior e inferior, y el núcleo debe tirarse en dos direcciones antes de que se pueda soltar el molde, lo que trae ciertas dificultades al diseño del deslizador, como se muestra en la Figura 3.

Figura 3
El núcleo también debe tirarse en esta dirección, como se muestra en la Figura 4.

Figura 4
Al moldear por inyección, se debe colocar un inserto en el molde en movimiento. El inserto es una lámina de cobre con buena elasticidad, como se muestra en la Figura 5.

Figura 5
Para evitar que la lámina de cobre se desplace con el plástico durante el moldeo por inyección, se colocan dos pequeños orificios en la lámina de cobre y se colocan los núcleos correspondientes en el molde para colocarlos, como se muestra en la Figura 6.

Figura 6
Diseño de puerta
Después del análisis, para reducir el estrés del producto y minimizar la deformación, la mejor posición del punto de pegado es aquí, como se muestra en la Figura 7.

Figura 7
Usé la forma de puerta de punto, vea la Figura 8.

Figura 8
El análisis de flujo de molde lo proporciona la empresa Moldex 3D, consulte la Figura 9.

Figura 9
Debido al espacio reducido, la puerta que diseñé interfiere con los pasadores fijos del molde, lo cual es muy difícil de manejar. Por lo tanto, cancelé los pasadores del molde fijo y usé el núcleo original para formar la perforación del molde fijo. , consulte la figura 10.

Figura 10
Esto puede dejar una posición razonable para el tirante de la compuerta, vea la Figura 11.
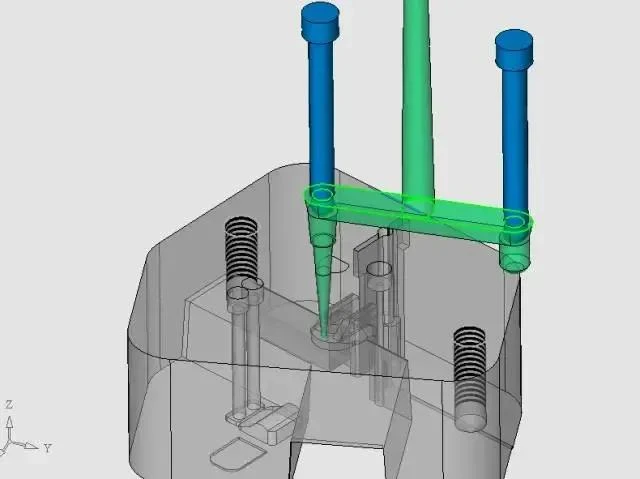
Figura 11
La estructura general del molde adopta una estructura de boquilla pequeña simplificada y adopta un primer dispositivo de reinicio, como se muestra en la Figura 12.
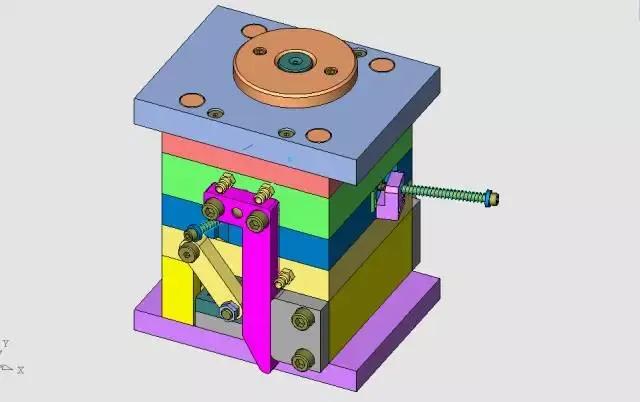
Figura 12
De despedida
El núcleo del molde inferior y los tres bloques deslizantes están dispuestos de esta manera, vea la Fig. 13.

Figura 13
Los granos de moho ocultos e inferiores se ven así al revés, como se muestra en la Figura 14.

Figura 14
El núcleo del molde frontal está diseñado así, vea la Fig. 15.

Figura 15
Diseño deslizante
Este conjunto de modelos no parece complicado, pero el diseño del control deslizante sigue siendo un poco difícil y se deben tener en cuenta todos los aspectos de la relación. Primero mire el control deslizante 1, vea la Figura 16.

Figura 16
La relación entre el control deslizante 1 y el control deslizante 2 se muestra en la Figura 17.

Figura 17
Dado que el control deslizante 1 y el control deslizante 2 y su límite común es la superficie de sellado, debe procesarse en un plano unificado aquí, y debe haber una pendiente de inclinación, que se inserta en el molde fijo. Además, la superficie de contacto debe ser muy precisa, de modo que la línea de unión en la superficie del producto sea lo más pequeña posible, como se muestra en la Figura 18.

Figura 18
Todas las superficies de contacto donde se insertan los deslizadores en el molde deben estar inclinadas en la dirección del movimiento para evitar que las superficies de contacto de los deslizadores y el molde se vuelvan ásperas debido a la fricción, consulte la Figura 19.

Figura 19
El diseño del deslizador 3 se muestra en la Figura 20.

Figura 20
La cara del extremo del deslizador 3 toca el núcleo del molde móvil para formar una posición de sellado, y la superficie de contacto que se extiende hacia el núcleo del molde tiene una pendiente de 3 grados en la dirección del movimiento para garantizar que el deslizador no se dañe por la fricción durante mucho tiempo. trabajo a término. Y el peludo.
Diseño de molde fijo
La fuente de energía del deslizador es que los tres pilares de guía inclinados empujan el deslizador por la fuerza de apertura del molde de la máquina de moldeo por inyección, y los pilares de guía inclinados se fijan en la plantilla fija mediante el uso de bloques de fijación de pilares de guía inclinados. El lateral del molde fijo está provisto de un émbolo con una estructura de reinicio primero, como se muestra en la Figura 21.

Figura 21
El diseño del modelo en movimiento.
La estructura de este conjunto de moldes es muy compacta y se utiliza la base de molde de boquilla pequeña simplificada estándar 1515, como se muestra en la Figura 22.

Figura 22
Después de abrir el molde, se ve así antes de expulsarlo, como se muestra en la Figura 23.

Figura 23
La fuerza para romper la puerta depende de los tres pernos de nailon que se muestran en la imagen de arriba. Para que la fuerza de restablecimiento sea más equilibrada, la posición de la palanca de restablecimiento también se organiza cuidadosamente.
Diseño del mecanismo eyector
Para reducir la tensión interna del producto y minimizar la deformación, utilicé más pasadores eyectores para equilibrar relativamente la fuerza de expulsión de cada parte del producto. Se utilizan un total de 10 pines eyectores, lo cual es realmente raro para un producto tan pequeño, como se muestra en la Figura 24.

Figura 24
Dado que cinco pasadores eyectores interfieren con el bloque deslizante, se debe proporcionar una estructura de primer reinicio, como se muestra en la Figura 25.

Figura 25
Diseño del primer mecanismo de reinicio
Ahora permítanme presentarles uno de los mecanismos de reinicio previo más comunes, consulte la Figura 26.

Figura 26
El primer mecanismo de reinicio también se denomina mecanismo de prerreinicio, que se compone de cuatro grandes partes: varilla de inserción, varilla oscilante, rodillo y tope. Cuando se abre el molde, el poste de guía inclinado empujará el bloque deslizante para separarlo por completo, como se muestra en la Figura 27.

Figura 27
Dado que el émbolo se ha extraído, el péndulo tiene espacio para girar. Cuando la columna superior de la máquina de moldeo por inyección empuja la placa de empuje, debido a la acción del rodillo, el péndulo gira a lo largo del eje del pasador (15 grados aquí), vea la Figura 28.

Figura 28
El primer mecanismo de reposición está dispuesto a ambos lados del molde, el cual es completamente simétrico, como se muestra en la Figura 29.

Figura 29
Diseño del circuito de agua de refrigeración.
Dado que el producto es relativamente pequeño y las inserciones (láminas de cobre) deben colocarse en el espacio del moldeo por inyección, el ciclo de moldeo por inyección es relativamente largo, por lo que los requisitos del canal de agua de refrigeración de este conjunto de moldes no son altos. Adopté el diseño más simplificado, porque el núcleo del molde es relativamente pequeño, el agua se toma directamente del encofrado. El molde fijo tiene 2 vías de agua rectas, vea la Fig. 30.

Figura 30
El modelo dinámico también es así, ver Figura 31.

Figura 31
Los puntos de diseño de este conjunto de moldes son la disposición de los límites de la corredera 1 y la corredera 2 y la selección de la posición de la entrada de cola.
Proceso de moldeo por inyección de metal

Dección Ssistemas








Envíeconsulta